Конкурентоспособность любого предприятия зависит от качества выпускаемой им продукции. Его высокий уровень может быть обеспечен только при наличии слаженной организации служб предприятия и при использовании современных инструментов системы менеджмента качества. Технический контроль – это один из главных компонентов управления качеством. Его основной задачей является предупреждение выпуска продукции, которая не соответствует технической и нормативной документации. Этот процесс во многом зависит от организации контрольных работ.
Понятие технического контроля
 Вам будет интересно:Словарный состав языка - это... Определение термина, характеристика
Вам будет интересно:Словарный состав языка - это... Определение термина, характеристика

Контроль качества продукции служит для оценки качественных и количественных показателей производимого товара или услуг. Технический контроль – это проверка, которая охватывает все этапы жизненного цикла продукции, начиная от поступления на предприятие сырья (входной) и заканчивая отгрузкой готовой продукции. В этой связи выделяют также производственный, который охватывает все технологические операции и состоит из следующих видов:
- входной (сырье и комплектующие);
- операционный;
- технологической дисциплины;
- приемочный (качество, комплектность, маркировка);
- технологической оснастки;
- производственных условий и других факторов, влияющих на качество готовой продукции.
 Вам будет интересно:Прогрессирующее обрушение: нормы, расчет и рекомендации
Вам будет интересно:Прогрессирующее обрушение: нормы, расчет и рекомендации
Технический контроль – это проверка на соответствие установленным требованиям. Подобная процедура проводится в 3 стадии:
- Проведение измерений, сбор другой информации о контролируемом объекте.
- Обработка полученных данных, их сравнение с нормативными значениями.
- Разработка корректирующих мероприятий для устранения несоответствий.
Общей целью этих работ служит обнаружение брака – исправимого или окончательного. Его критериями является наличие дефектов – отклонений от нормативно-технической документации (НТД). Их возникновение требует анализа причин и условий, а также решения вопроса об остановке выпуска продукции и способа исправления брака.
Наиболее распространенными причинами дефектов являются нарушение конструкторско-технологических требований, ошибки, допущенные в процессе проектирования, невыполнение контрольных операций, износ оборудования. Поэтому повышение качества тесно связано с улучшением культуры производства, квалификации и личной ответственности работников.
В систему технического контроля включают:
- объекты и методы контроля;
- исполнителей;
- техническую документацию.
При проведении контрольной операции применяются также образцы. Это единицы оцениваемого объекта или его части, характеристики которых приняты за основу качественного изготовления.
Виды контроля
 Вам будет интересно:Как найти выход, или значение фразеологизма «Между небом и землей»
Вам будет интересно:Как найти выход, или значение фразеологизма «Между небом и землей»
Технический контроль – это понятие, которое обладает множеством классификационных признаков. Группировка видов контроля производится следующим образом:
|
Группа признаков |
Классификация |
Виды контроля |
Особенности |
|
Технические |
По степени автоматизации |
Ручной |
С использованием ручного измерительного инструмента |
|
Механизированный |
Применение механизированных контрольных средств |
||
|
Автоматизированный |
Контроль в полуавтоматических системах, где часть операций выполняется с участием человека |
||
|
Автоматический |
Контроль в автоматических линиях без участия человека |
||
| По способу управления |
Активный |
Непосредственно во время операции |
|
|
Пассивный |
После завершения операции, констатируется факт о соответствии/несоответствии требованиям |
||
| По влиянию на объект |
Разрушающий |
Нарушается целостность объекта. Он не подлежит дальнейшему использованию |
|
|
Неразрушающий |
Контроль проводится без изменения пригодности к дальнейшему применению |
||
| По применяемым средствам контроля |
Измерительный |
С применением средств измерения |
|
|
Допусковый |
Устанавливается факт попадания параметра в интервал предельно допустимых значений без его точного измерения (контроль шаблонами, калибрами) |
||
|
Регистрационный |
Производится регистрация значений параметров |
||
|
Органолептический |
Контроль органами чувств без численного выражения (экспертная оценка). Применяется в парфюмерной и пищевой промышленности | ||
|
Визуальный |
Осуществляется органами зрения | ||
|
Организационно-технологические |
По этапу жизненного цикла продукции |
Производственный |
Проводится на стадии производства |
|
Эксплуатационный |
На стадии эксплуатации |
||
| По производственному этапу |
Входной |
Проверка продукции поставщика, (основные и вспомогательные материалы, покупные комплектующие полуфабрикаты) |
|
| Операционный |
Проводится во время или после завершения операции |
||
| Приемочный |
Осуществляется на последнем этапе. Представляет собой комплексную проверку |
||
| Инспекционный |
Проводится для проверки работы службы контроля с целью повышения достоверности результатов |
||
| Связанные с надежностью | По типу задачи |
Текущий |
Постоянно в ходе работ |
|
Профилактический |
Для исключения появления отказов или брака |
||
| По кратности выполнения |
Однократный |
В соответствии с названием |
|
|
Двукратный |
|||
|
Многократный |
|||
| По области охвата |
Сплошной |
Проверяют каждую единицу продукции. Применяется в тех случаях, когда существуют повышенные требования к качеству, нет возможности обеспечить стабильность параметров технологии, в единичном производстве |
|
|
Выборочный |
На основе статистических методов |
||
|
Непрерывный |
Контролируемые параметры измеряются на конвейере |
||
|
Периодический |
Контроль производится через определенные интервалы |
||
|
Летучий |
Оценка параметров в случайные моменты времени |

Виды технического контроля качества регламентируются конструкторско-технологической документацией (КТД), методиками, стандартами, утвержденными на предприятии и другими НТД. Их выбор зависит от серийности производства.
Существует также понятие технологического и технического надзора – контроля, который осуществляет заказчик в процессе производственных работ. Чаще всего такой вид проверки осуществляется в строительстве.
Методы

Методы технического контроля включают несколько компонентов:
- технология проведения измерений;
- перечень оцениваемых признаков;
- средства контроля;
- регламентируемая точность.
Контроль качества продукции производится следующими основными способами:
- визуальным осмотром, проверкой отсутствия внешних дефектов;
- измерениями формы и размеров;
- проведением гидравлических, пневматических, механических испытаний на растяжение, сжатие, прочность и для определения других физических характеристик;
- химическим, металлографическим и другими видами лабораторных анализов;
- рентгенографическими, люминесцентными, электрофизическими, электротермическими, ультразвуковыми и другими специальными методами;
- взятием проб из испытуемых материалов;
- проведением контрольно-сдаточных испытаний опытных образцов, партий продукции или изделий единичного производства;
- проверкой соблюдения технологической дисциплины на производстве.
В последние годы в организации технического контроля получили широкое развитие неразрушающие методы контроля (акустические, рентгеноскопические, капиллярные, магнитные, вихретоковые и другие), которые обеспечивают более высокий экономический эффект и позволяют расширить возможности подобной операции.
Статистическая оценка
Система технического контроля включает анализ большого массива измеряемых параметров. Они не обладают тождественным характером, их величины колеблются в некоторых пределах, так как погрешности технологического процесса имеют случайные колебания. При проведении технического контроля применяют следующие основные статистические методы оценки качества:
- расслоение;
- причинно-следственные диаграммы;
- диаграммы Парето;
- гистограммы;
- контрольные карты.
На практике обычно используют одновременно несколько методов, что позволяет получить больше полезной информации для анализа причин брака.
Метод расслоения
Способ расслоения является одним из наиболее простых. Его принцип заключается в группировке данных измерений (по условиям их получения, например, по исполнителю, оборудованию, технологической операции и другим параметрам) и обработка каждой совокупности отдельно.
Если обнаруживается разница между параметрами расслоения, то это позволяет определить причину (человеческий фактор, погрешности оборудования и другие). Подобный способ статистического анализа используется как самостоятельно, так и в совокупности с другими методами.
Диаграмма причинно-следственных связей

Причинно-следственная диаграмма применяется для выявления и систематизации факторов, влияющих на появление дефектов, и строится в следующем порядке:
- выбирают проблему для поиска ее решения;
- определяют максимальное количество факторов, влияющих на контролируемый параметр;
- выявляют наиболее значимые факторы и условия;
- определяют причины, влияющие на них;
- производят анализ диаграммы (рекомендуется метод мозгового штурма);
- разрабатывают план мероприятий.
Если факторы можно оценить количественно, то их анализ производят при помощи диаграмм Парето. Для сложных схем применяют метод расслоения по отдельным значимым факторам.
Диаграмма Парето
Диаграммы Парето используют для наглядного представления относительной важности различных причин появления дефектов. Те из них, которые имеют наибольшую процентную долю, подлежат первоочередному устранению.
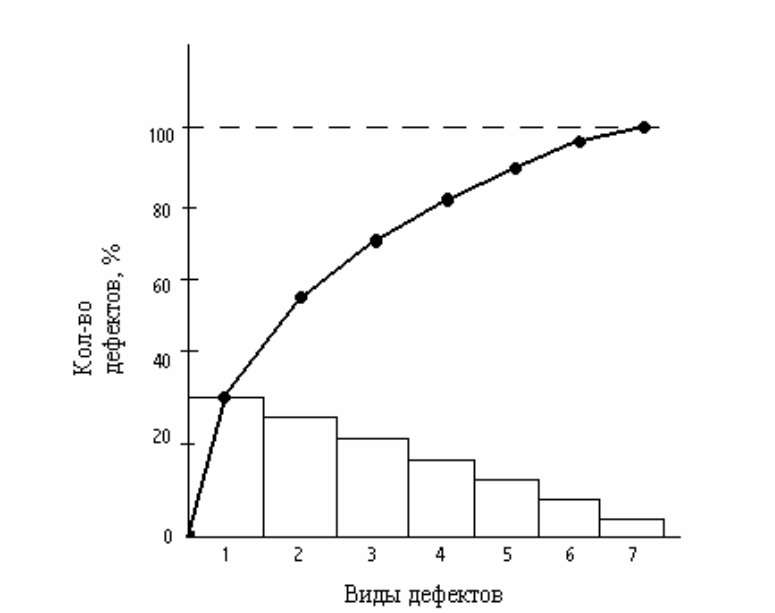
Такие диаграммы строят также до и после проведенных корректирующих мер для оценки их эффективности. Они представляют собой график со столбцами, соответствующим факторам брака. Высота столбцов равна относительной доле в общем количестве дефектов. По их вершинам строят кумулятивную кривую.
Гистограмма
Гистограмму также делают в виде столбчатого графика, но высота столбика в этом случае отражает количество данных, попадающих в этот интервал значений контролируемого параметра. Например, по оси абсцисс откладывают интервалы разброса диаметра шейки вала, а по оси ординат – число деталей из партии, имеющих такой размер. Таким образом, гистограмма показывает распределение размеров для одной из технологических операций или для окончательной приемки.
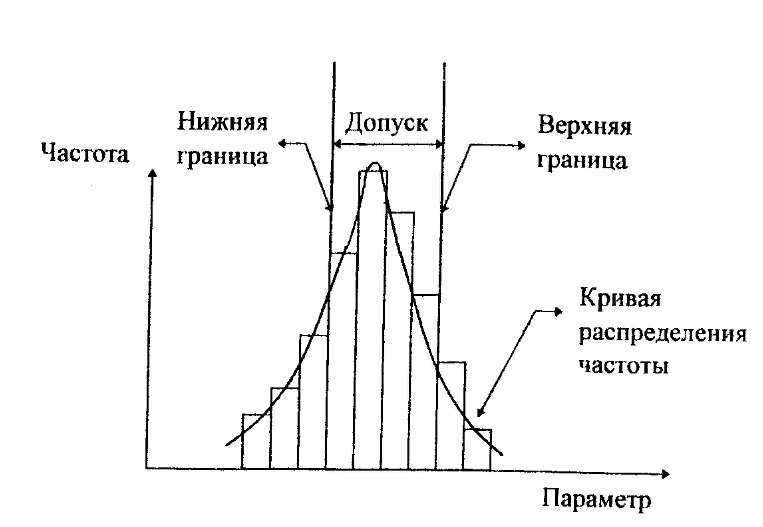
По полученным столбцам чертят аппроксимирующую линию. По данному графику анализируют причины выхода размеров за пределы допусков. Если кривая распределения имеет две вершины, то это говорит об объединении двух факторов на диаграмме.
Контрольные карты
Основу метода контрольных карт составляет математическая теория вероятностей. При построении карт определяют следующие параметры:
- границы для статистической оценки измеряемой величины;
- периодичность проведения выборки и ее объем;
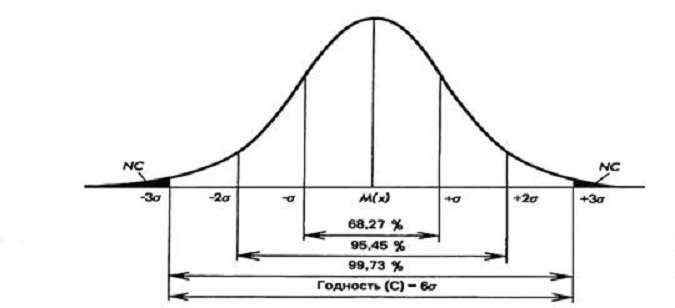
- действия, которые необходимо предпринять при разладке процесса.
Большинство технологических процессов описывается законом нормального распределения Гаусса, показанного на рисунке ниже.
 Вам будет интересно:Значение фразеологизма "от мала до велика", или как найти общий язык со всеми
Вам будет интересно:Значение фразеологизма "от мала до велика", или как найти общий язык со всеми
Объекты, цели и задачи
Технический контроль – это одна из составных частей менеджмента качества. На каждой стадии жизненного цикла продукции существует своя специфика его проведения. Целями, задачами и объектами технического контроля на каждой из этих ступеней являются:
|
Стадия |
Цели |
Задачи |
Объекты |
|
Разработка |
Обеспечение соответствия требованиям ТЗ от заказчика, а также действующей НТД |
Оценка уровня качества разработки. Проверка корректности технических решений. Оценка соблюдения требований ТЗ, ЕСКД, ГОСТ, ЕСТД, ЕСТПП |
КТД. Опытные образцы и технологический процесс по их изготовлению |
|
Производство |
Изготовление продукции, соответствующей требованиям документации, профилактика и устранение брака, контроль технологического процесса |
Контроль количественных и качественных параметров |
Сырье и полуфабрикаты, покупные комплектующие, технологические заготовки, готовые детали, сборочные узлы, изделия. Техпроцессы. Оборудование и оснастка, металлорежущий и измерительный инструмент. КТД |
|
Эксплуатация |
Улучшение эксплуатационных режимов и технического обслуживания (ТО) |
Контроль на соответствие НТД во время эксплуатации, транспортировки, хранения |
Эксплуатирующийся объект выпуска. Условия, режимы работы и ТО, транспортировки, хранения |
Государственный технический контроль
Государственный контроль представляет собой форму проверки соответствия деятельности организаций на соответствие техническим регламентам. Он может проводиться как государственными организациями, так и негосударственными (право на выполнение такой работы закрепляется в лицензиях). Чаще всего подобной проверке подвергаются предприятия энергетической промышленности и производство средств измерений.
Главной целью государственного контроля является предупреждение случаев недобросовестного отношения к потребителям со стороны производителей, продавцов и поставщиков товаров и услуг. При этом деятельность проверяющей организации может выражаться в нескольких формах:
- проверка сертификата о соответствии, свидетельствующего о выполнении требований национальных, международных, отраслевых и других стандартов;
- выдача предписаний для устранения нарушений, выявленных в ходе проверки;
- приостановление или прекращение действия сертификата о соответствии;
- привлечение производителя или поставщика к уголовной и административной ответственности.
Управление качеством
Для организации технического контроля на предприятиях создают службу качества. Она состоит из нескольких отделов. Ее структура может включать следующие подразделения:
- бюро входного контроля;
- цеховые бюро технического контроля;
- центральную заводскую лабораторию;
- бюро стандартизации;
- бюро метрологического обеспечения;
- измерительно-испытательную лабораторию и другие структурные единицы.
Управление технического контроля и обеспечения качества возглавляет директор по качеству. Положение об этом подразделении утверждает генеральный директор организации, а деятельность этой структуры должна регламентироваться принятыми в установленном порядке стандартами предприятия.

Служба технического контроля тесно взаимодействует с такими отделами, как:
- главного конструктора (совместная разработка методики испытаний, требований к качеству продукции и комплектующих);
- главного технолога (технологические карты с требованиями к проведению контрольных операций, совместная проверка соблюдения технологической дисциплины);
- главного механика (по вопросам обеспечения точности оборудования);
- кадровый (подбор персонала необходимой квалификации);
- снабжения (входной контроль);
- финансовые службы (анализ потерь из-за брака и расходов для его предупреждения);
- производственные подразделения.
Координирование деятельности этих служб, постановку основных задач по достижению качества, а также принятие окончательного решения производит главный инженер предприятия.